
Dlc покрытие что это
Обновлено: 07.07.2024
Оптимизация производственного процесса – залог успешного развития современного предприятия. Особое значение вопрос снижения производственных издержек имеет для предприятий российского машиностроительного комплекса, испытывающего серьезные трудности в конкурентной борьбе с зарубежными производителями. Применение инновационных технологий дает возможность существенно продлить срок службы оборудования и инструментов, придать им необходимые свойства для решения конкретных задач. Наибольшее развитие получили различные износостойкие упрочняющие покрытия, каждое из которых имеет свою собственную «специализацию».
Среди них алмазоподобные покрытия. Или DLC (Diamond Like Carbon) покрытия, которые успешно применяются в машиностроении, обработке металлов, в других отраслях промышленности, где требуется увеличить прочность инструмента и деталей машин, снизить трение в движущихся частях.
Упрочняющее покрытие, как это свойственно всем значительным изобретениям, прочно и незаметно вошло в нашу повседневную жизнь. Первым шагом массового внедрения стали видеоголовки, выпускаемые компанией Samsung Electronics, известные в России, как технология Diamond Head.
С того времени упрочняющее DLC покрытие значительно расширило спектр своего применения. Достаточно сказать, что они используются в бритвенных лезвиях MACH3 фирмы GILLETTE, придавая им легкость скольжения по коже. Поршневые кольца для двигателей автомобилей, изготавливаемые японской корпорацией Teikoku Piston Rings, за счет напыления на них алмазоподобных пленок обеспечивают более качественное скольжение и минимальный износ в контакте со сплавами современного блока. Такие кольца особенно актуальны для высокооборотных и форсированных моторов. Никого не удивить сегодня инструментами для прецизионного машиностроения, металлообработки, других высокотехнологичных отраслей производства с нанесенным на них DLC-покрытием. Срок службы подобных изделий увеличивается в 5-20 раз (в зависимости от обрабатываемого материала). Каталоги ведущих фирм по производству инструментов насчитывает сотни единиц такого рода продукции.
В России несмотря на ее очевидное лидерство в этой тематике в Советское время благодаря исследованиям уральских ученых из УрО РАН и Белгородского университета, а также на принятие в 2011 г. национального стандарта «Нанопокрытия режущего инструмента на основе алмаза», практически единственным предприятием, производящим напыление покрытий DLC в промышленных масштабах по технологии вакуумного импульсного распыления графита, является компания ООО «Специальные технологии».
Внедрение разработок российских ученых

ООО "Специальные технологии" создано на базе Уральского отделения Российской Академии Наук (г. Екатеринбург) и исследователь ского центра одного крупного предприятия, специализирующе гося на производстве полимеров, при активном взаимодействии с несколькими предприятиями быв шего военнопромышленного комплекса. Главной задачей ком пании является внедрение в про изводство лучших разработок российских ученых. Руководитель ООО "Специальные технологии" Беляев Виталий Степанович док тор химических наук, вышедший из академической среды (УрО РАН, г. Екатеринбург), долгое время вместе с коллегами из Академии Наук работал в венчурных за рубежных компаниях (ITAC Ltd., ShinkoPantec, Nagataseiki, Япония; Samsung Heavy Industry, Samsung Electronics, Южная Ко рея), целью которых является внедрение в своих странах пер спективных научных разработок. Подавляющее большинство этих разработок они вывезли из России.
С 2006 г. компанией применяется одна из наиболее перспективных технологий, позволяющая значительно увеличить срок службы как отдельных деталей, так и оборудования в целом.

Продукция, производимая на основе данной технологии, получила название "алмазоподобное покрытие". Это аморфное углеродное покрытие толщиной в 1 1,5 микрона с хорошей адгезией, наносимое методом импульсного плазменного распыления графита. Оно состоит из аморфной смеси sp3 связей, свойственных алмазу, и sp2 связей, характерных для графита, и обладает прочностью алмаза и скользкостью графита, что существенно повышает ресурс использования изделий с подобным напылением. В 2009 г. на данное изобретение был получен патент (приоритет с 2007 г.).
В 2010 г. за данный проект компания получила звание лауреата конкурса "100 лучших предприятий в области инноваций и научных разработок" и удостоена почетных наград диплома лауреата конкурса и золотой медали "100 лучших предприятий в области инноваций и научных разработок". Награды подписывали и вручали: нобелевский лауреат, академик РАН Ж.И. Алферов, председатель Комитета Государственной Думы по науке и наукоемким технологиям академик РАН В.А. Черешнев и другие крупнейшие российские ученые.
Свойства и применение DLC-покрытий

В статье авторы приводят краткий обзор свойств и применений алмазоподобного покрытия.
Ключевые слова: DLC, углерод, алмазоподобное покрытие, материаловеденье, технология тонких плёнок.
DLC — это аббревиатура Diamond-Like Carbon. Русскоязычный аналог данного термина «алмазоподобное покрытие». Данное покрытие обладает некоторыми ценными свойствами алмаза, в том числе: высокой твердостью, низким трением, износостойкостью, химической инертностью, биологической совместимостью, электрической изоляцией, оптической прозрачностью и гладкостью.
DLC покрытия используются для придания нужных характеристик другим материалам. С точки зрения технологии большим плюсом является то, что во многих случаях он может быть нанесен при низкой (<200С) температуре подложки.
DLC покрытие имеет множество коммерческих применений, включая станки, аэрокосмические детали, детали двигателей и медицинские имплантаты. В зависимости от области применения используются различные составы DLC-покрытий. [1]
Виды и формы DLC
Основными составляющими DLC являются атомы углерода в двух видах гибридизации(sp2 и sp3), а также атомы водорода. В зависимости от процентного соотношения этих составляющих существует несколько различных форм. Наиболее явно их отличие можно видеть на тернарной диаграмме (рисунок 1).
![Типы DLC-покрытия [2]](https://moluch.ru/blmcbn/78482/78482.001.jpg)
Рис. 1. Типы DLC-покрытия [2]
«Тетраэдрический аморфный углерод (ta-C)» считается «чистой» формой, поскольку он состоит преимущественно из sp3-гибридизированных атомов углерода. Однако из-за патентных ограничений и дорогостоящих лицензионных сборов чистый ta-C обычно используется для компонентов с высокой стоимостью. Другие формы DLC более экономичны и просты в производстве, поэтому более широко применяются.
Технология
Различные технологические параметры контролируют характеристики DLC-покрытий. К ним относятся не только такие факторы как отношение углерода sp2 к углероду sp3, но и метод осаждения, напряжение смещения подложки, время процесса, энергия и плотность ионов и температура подложки. Таким образом, многие характеристики, такие как толщина покрытия, твердость, удельное сопротивление, содержание водорода и другие, могут контролироваться по мере необходимости для различных применений.
DLC на раннем этапе развития этой технологии имел проблемы с адгезией. Это связано с тем, что алмазоподобное покрытие, как правило, имеет высокие напряжения в плёнке, которые в сочетании с несоответствиями решетки между DLC и многими подложками приводят к плохой адгезии. Однако эта проблема была решена применением многослойных покрытий, включающих в себя адгезионный слой. Эти слои уменьшают концентрацию напряжений вблизи границы раздела «покрытие-подложка» за счет создания плавной границы раздела, которая создаёт более высокий модуль упругости. Это гарантирует отсутствие резкого перехода между составами и постепенное введение напряжения в покрытие, что приводит к отличной адгезии DLC.
![Схема многослойного покрытия [4] [5]](https://moluch.ru/blmcbn/78482/78482.002.jpg)
Рис. 2. Схема многослойного покрытия [4] [5]
Многослойные структуры в разы уменьшают напряжения пленки. Это позволяет получать более толстые покрытия, что создает отличные свойства, такие как: чрезвычайно высокая микротвердость, низкие коэффициенты трения, более медленные скорости износа и т. д. Обычно используется стек: Титан, нитрид титана, карбонитрид титана, карбид титана и, наконец, DLC.
Свойства и применение DLC
DLC-покрытия не имеют кристаллической геометрии, которая встречается в природе, а вместо этого являются аморфными. DLC-покрытия изготавливаются из случайных чередований кубических и гексагональных решеток, что не создает дальнего порядка и, следовательно, не создает плоскостей разрушения, вдоль которых можно разорваться. В результате получается исключительно твердый материал.
DLC-покрытия значительно повышают производительность и срок службы инструментов, компонентов и станков. В ta-C форме, как правило, значение твёрдости между 5000–9000HV. Другие формы варьируются от 1000 до 4000HV.
Высокая твердость DLC-покрытий снижает вероятность проникновения твердых частиц в инструменты или детали. Было показано, что оптимизированные DLC-покрытия увеличивают срок службы инструментов в 10 раз. Например, DLC-покрытия создали серьезные улучшения в суровых условиях обработки нержавеющей стали. Благодаря своей долговечности DLC используется в качестве трибологического покрытия для станков, таких как сверла, пилы и штампы.
Твердость DLC также делает его прочным. DLC-покрытие защищает движущиеся детали от истирания, сохраняя плавное движение гораздо дольше, чем непокрытые детали. Двигатели с деталями, покрытыми DLC, имеют более длительный срок службы из-за механических деталей, которые вращаются, скользят и сталкиваются с другими типами износа. Например, DLC теперь является стандартной практикой на распределительных валах.
DLC-покрытия создают более низкие коэффициенты трения. Таким образом, DLC покрытие нашло применение в двигателях, инструментах, обработке литого и кованого алюминия, пластиковых литьевых формах, насосах, деталях машин, подшипниках, кулачках и даже бритвенных лезвиях. Снижение трения также снижает потребность в смазке, что зачастую повышает эффективность в цепочке.
Высокий коэффициент скольжения у DLC приобретается за счёт того, что он не имеет острых углов и шероховатостей.
![Фото поверхности DLC легированого титаном [6]](https://moluch.ru/blmcbn/78482/78482.003.jpg)
Рис. 3. Фото поверхности DLC легированого титаном [6]
DLC-покрытие не реагирует ни на кислоты, ни на щелочи. Они обладает высокой устойчивостью к окислению и коррозии. Высокая плотность и аморфная структура DLC препятствуют проникновению агрессивных побочных продуктов в инструменты. Химически инертные характеристики алмазоподобных покрытий резко снижают возможность холодной сварки и захвата материала на поверхности инструмента.
DLC был тщательно протестирован на биосовместимость. Исследования (как in vitro, так и in vivo)были сосредоточены на взаимодействии DLC с макрофагальными клетками (крупными лейкоцитами, поглощающими инородные тела), фибробластами (клетками, образующими соединительную ткань) и остеобластами (клетками, образующими кость).
DLC, нанесенный на сплав Ti, обладает низким уровнем цитотоксичности и действует как диффузионный барьер между титановым сплавом (который в противном случае вызывал гибель многих клеток) и клетками фибробластов.
Так же DLC доказал свою безопасность и эффективность для имплантированных медицинских устройств, таких как стенты, тазобедренные и коленные суставы. DLC-покрытия позволяют имплантатам сохранять целостность, избегать образования мусора, предотвращать неконтролируемый рост клеток и не вызывать инфекций.
Алмазоподобные покрытия

Продлить срок службы оборудования одна из важнейших задач любого производства. Заинтересованы в этом и специалисты нефтегазовой отрасли. Нанесение алмазоподобногопокрытия, разрабатываемого с применением нанотехнологий, на поверхность трущихся деталей различного оборудования позволяет повысить срок их службы в 10, а иногда и в 20 раз, уменьшают шум и вибрацию при работе механизмов, снижают трение (и сокращают количество смазочных материалов), и в итоге значительно увеличивают срок работы оборудования. Область применения данной технологии в нефтегазовом деле может быть самой разнообразной. Например, для упрочнения поверхности рабочих колес центробежных насосов (в т.ч. УЭЦН), породоразрушающего инструмента, рабочих лопаток гакзокомпрессорных станций, посадочных поверхностей шаровых клапанов, перекрывающих элементов запорной арматуры и т.д.
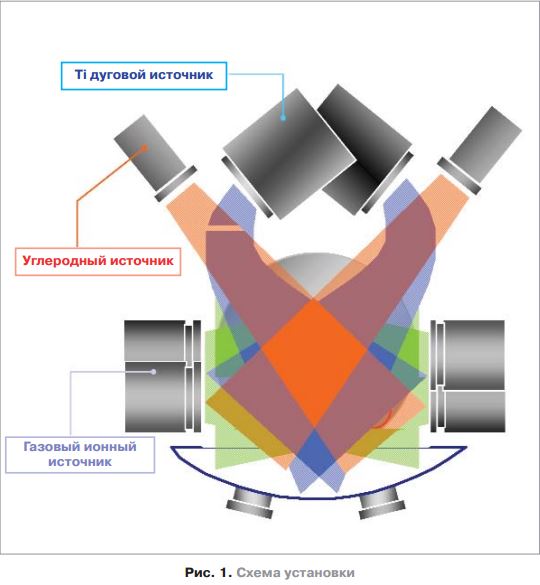
Технология нанесения алмазоподобных покрытий (или, в английской аббревиатуре, DLC, что означает Diamond Like Coating) сводится к плазменному импульсному распылению графита в вакуумной камере и осаждению (или, в английской аббревиатуре, PVD сокращенное от английских слов physical vacuum deposition) ионов углерода с достаточно большой энергией на изделия, на пример металлообрабатывающий инструмент (рис. 1). В результате такого напыления углерода образуется аморфное покрытие, состоящее из атомов углерода как с алмазными, так и с графитоподобными связями. Такие аморфные покрытия можно получать в широкой области температур вплоть до комнатной на различных материалах: металлах, керамике, стекле, пластических материалах.
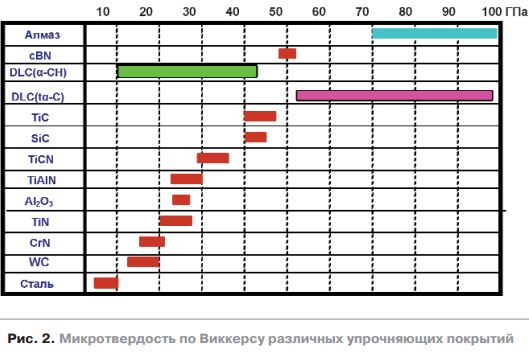
Высокое содержание атомов углерода с алмазными связями в присутствии графитоподобных атомов приводит к появлению уникальных характеристик алмазоподобных покрытий, таких как высокая твердость, сравнимая с чистым алмазом (рис. 2); низкий коэффициент трения, характерный для графита (см. таблицу); высокая износоустойчивость; химическая инертность; биосовместимость с живыми тканями; экологическая чистота. При этом из всего массива ныне применяемых упрочняющих покрытий алмазоподобные покрытия имеют наибольшую микротвердость (рис. 2) и наименьший коэффициент трения. Микротвердость широко используемых покрытий составляет величины от 10 до 45 ГПа, определенные по методу Виккерса. В то же время для АПП, полученных методом плазменного импульсного распыления графита в вакууме и называемых DLC (tαC), микротвердость лежит в пределах значений от 50 до 100 ГПа и вплотную приближается к чистому алмазу. По этому критерию покрытия DLC (tαC) не имеет аналогов.
Существующий близкий аналог АПП, получаемый методом химического осаждения на подложку из паровой фазы (CVD от английских слов chemical vacuum deposition) углеводородов (типа ацетилен, пропан, бутан и т.п.) путем их термической или разрядной деструкции, по этим значениям заметно уступает нашему покрытию. Микро твердость в этом случае лежит в диапазоне от 9 до 40 ГПа. Виной тому наличие в структуре химичес кой связи получаемого аморфного покрытия атомов водорода, обра зующихся при деструкции углево дородов и осаждающихся на под ложку вместе с атомами углерода. Такого рода покрытия называются DLC(αCH). Они имеют свои достоинства, например, более высокую прозрачность по сравнению с DLC(tαC), но совершенно не годятся для нанесения их, например, на металлообрабатывающий инструмент ввиду их недостаточной прочности и меньшей адгезии к под ложке. Коэффициент трения таких покрытий также очень низок, и в этом смысле оба они сильно отличаются в лучшую сторону от всех, которые сегодня получают и используют.
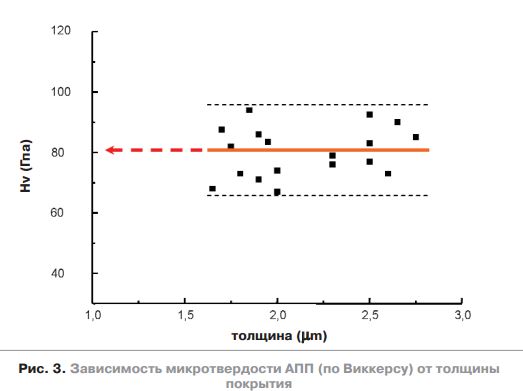
Сравнение физикомеханических свойств алмазоподобных покры тий, полученных с помощью техно логии импульсного вакуумнодуго вого разряда PVD (нашей компани ей), и методом CVD (химическое осаждение из пара углеводородов), представлено в таблице. Процесс напыления подобных покрытий по своей сути относится к области нанотехнологий, по скольку толщина покрытий варьи рует от ангстрем и нанометров до нескольких микрон. Разработан ное нами многослойное покрытие сложного состава (от смеси углеро да с металлами до чистого углеро да) с толщинами отдельного слоя в несколько нанометров, имеет об щую толщину 1,01,5 микрометра. Оно оказалось в состоянии выдер живать в процессе эксплуатации колоссальные механические на грузки. Именно это (многослой ность покрытия) позволило нам ре шить самую сложную проблему, ха рактерную для алмазоподобных покрытий, проблему хорошей ад гезии высокопрочного покрытия к большинству поверхностей, в том числе к высоколегированным ме таллическим сплавам, характер ным для инструментальных марок сталей. Так, алмазоподобное по крытие, нанесенное на металлооб рабатывающий инструмент, спо собно увеличивать срок его служ бы в несколько раз от 2 до 20 в зависимости от типа обрабатывае мого материала. Причем нужная величина микротвердости, близ кая к твердости алмаза, достигает ся при толщинах от 1,0 микрометра и более (рис. 3).
| Физико-механические свойства покрытия | 1 DLC(ta-C) «Специальные технологии» | 2 DLC(a-CH) | 3 Алмаз монокристаллический |
| Структура | аморфный углерод | аморфный углерод | алмаз |
| Плотность, г/см3 | 3.4 −3.6 | 3.2 −3.4 | 03.06 |
| Микротвердость HV, ГПа | 50 — 100 | 15 — 40 | 70 — 100 |
| Коэффициент сухого трения | 0.15-0.08 | 0.1-0.04 | 0.2-0.05 |
Особую эффективность покрытие показало в случае нанесения его на инструмент, которым обрабатывают вязкие металлы, такие как медь, алюминий и их сплавы. Те, кому приходилось в бытовых усло виях сверлить отверстия небольшо го диаметра в чистом алюминии или меди, знают насколько это сложно. Вяжущий, застревающий в канавках сверла металл буквально не позволяет сделать в нем отвер стие. Сверло либо крутится на од ном месте, либо, хуже того, ломается, и потом застрявший в металле обломок сверла практически не возможно вытащить. В результате приходится сверлить новое отверстие по соседству или выбрасывать изделие, фактически начиная работу заново.
Что такое PVD, DLC и IP покрытие часов


В часовом деле наиболее распространёнными покрытиями корпусов часов и браслетов являются PVD, DLC и IP покрытия. При выборе часов покупатели часто сталкиваются с этой характеристикой товара, но не все знают смысловую нагрузку этих понятий. Итак, рассмотрим подробнее каждое из них.
В процессе нанесения PVD покрытия (Physical vapor deposition) используется несколько способов напыления путём конденсации пара наносимого материала – титана или циркония. Этот процесс производится в вакууме при температуре 150-500°С.
Этапы нанесения PVD покрытия:
- в вакууме создаётся пар из частиц вещества, которое будет служить напылением;
- происходит столкновение молекул металла в вакууме;
- этот пар из PVD-металла конденсируется на корпусе часов, образуя плёнку толщиной всего до 5 микрон.
Ключевой момент: процесс нанесения PVD покрытия не подразумевает никаких химических реакций.
После нанесения PVD корпус часов не требует никакой дополнительной обработки. Покрытие не имеет микротрещин, изделие приобретает глубокий матовый цвет без бликов.
Поверхность часов с PVD покрытием гораздо более устойчива к механическим повреждениям извне, к стираниям и царапинам, чем у часов без покрытия. Этот вид покрытия отлично защищает металл от появления ржавчины, что особенно важно для дайверов. Благодаря PVD покрытию, часы сохраняют свой первоначальный вид в течение как минимум 10-15 лет.
На сегодняшний день этот способ покрытия получил широкое применение не только в часовом деле, но и в других важных сферах: диски автомобилей, огнестрельное и холодное оружие, медицинские инструменты, некоторые приборы космической отрасли.
Плюсы PVD покрытия очевидны – значительно увеличивается надёжность и срок службы часов. В салонах «Шатель» представлен широкий ассортимент часов с чёрным, розовым, жёлтым, синим, серым и бронзовым PVD покрытием.

DLC (Diamond-like-carbon) – одна их самых лучших разновидностей покрытия. В переводе с английского означается «Углерод с алмазными свойствами». DLC наносится на металл вакуумным конденсатором, но в отличие от классического черного PVD, основой которого является оксид хрома или карбид титана, в DLC поверхность металла защищает особая пленка из углерода, по характеристикам прочности сравнимого со своим ближайшим родственником — алмазом. В итоге получается часовой корпус, устойчивый к сильнейшим механическим повреждениям. Углеродное покрытие с алмазными свойствами так же обеспечивает повышенное сопротивление воздействию электричества и химических веществ.
Интересный факт: если на нержавеющий метал даже среднего качества наносится DLC покрытие, то его срок службы увеличивается от одной недели до 85 лет!
В ассортименте всех швейцарских часовых брендов, представленных в салоне «Шатель» есть часы с DLC покрытием.
Третий распространённый вид покрытия часов – IP покрытие. По сути это разновидность рассмотренного выше PVD покрытия. В процессе нанесения IP покрытия на корпусы и браслеты часов применяется титан или его сплавы. На металл направляется поток ионов наносимого материала, в результате чего на корпусе и браслете часов получается IP слой толщиной всего в 1-2 микрона. Между двумя материалами – нержавеющей сталью и ионами титана/титанового сплава образуется гипоаллергенная прослойка.
Такое покрытие также обеспечивает надёжную защиту от внешних механических повреждений. В целом PVD и IP покрытие по сроку службы идентичны.
Читайте также: