Что представляют собой системы cnc computer numerical control
Обновлено: 05.07.2024
Автоматизация процессов производства взошла на новую ступень развития. Компьютеры в системе управления уже давно стали обычным явлением. Многие люди знают, что такое CNC, а производством изделий с этой системой управления занимаются многие известные организации.
Классификация современных систем управления ЧПУ для станков

Международная классификация предусматривает следующие классификацию станков ЧПУ:
- NC (Numerical Control). Особенности этой системы заключаются в применении в качестве программного носителя перфоленты или магнитной ленты, из-за чего невозможно внести изменения в программу, так как все алгоритмы работы внедрены аппаратно.
- SNC (Stored Numerical Control). Эта система сохраняет функции класса NC, но отличается большим размером памяти, что позволяет сохранить программу в электронном аппарате.
- CNC (Computer Numeral Control). Основа этого класса Микро-ЭВМ, которая запрограммирована на выполнение работы ЧПУ. Ее особенность состоит в возможности изменения и корректирования в момент работы как УП обработки детали, так и программ работы самой системы для максимального учета особенностей определенного станка.
- DNC (Direct Numeral Control). Управляет устройствами в составе ГПС, автоматизированными частями. Системы этого класса управляются от ЭВМ верхнего уровня.
- HNC (Handled Numerical Control). Оперативная система, которая позволяет ввести УП на рабочем месте с пульта.
- PCNC (Personal Computer Numerical Control). Это симбиоз ПК и УЧПУ, обладающий большими возможностями и имеющий открытую архитектуру.
История
В 1949 году ВВС США профинансировали Parsons Inc разработку станка для контурного фрезерования сложных по форме деталей авиационной техники. Однако, компания не смогла самостоятельно выполнить работы и обратилась за помощью в лабораторию сервомеханики Массачусетского технологического института (MIT). Сотрудничество Parsons Inc с MIT продолжалось до 1950 года. В 1950 году MIT приобрел компанию по производству фрезерных станков Hydro-Tel и отказался от сотрудничества с Parsons Inc, заключив самостоятельный контракт с ВВС США на создание фрезерного станка с программным управлением.
В сентябре 1952 года станок был впервые продемонстрирован публике – про него была напечатана статья в журнале Scientific American. Станок управлялся с помощью перфоленты.
Первый станок с ЧПУ отличался особой сложностью и не мог быть использован в производственных условиях. Первое серийное устройство ЧПУ было создано компанией Bendix Corp. в 1954 году и с 1955 года стало устанавливаться на станки. Широкое внедрение станков с ЧПУ шло медленно. Предприниматели с недоверием относились к новой технике. Министерство обороны США вынуждено было на свои средства изготовить 120 станков с ЧПУ, чтобы передать их в аренду частным компаниям.
Первыми отечественными станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П. Эти станки были созданы в первой половине 1960-х годов. Станки работали совместно с управляющими системами типа ПРС-3К и другими. Затем были разработаны вертикально-фрезерные станки с ЧПУ 6Н13 с системой управления «Контур-ЗП». В последующие годы для токарных станков наибольшее распространение получили системы ЧПУ отечественного производства 2Р22 и Электроника НЦ-31.
Числовое программное управление также характерно для систем управления современными промышленными роботами.
Возможна реализация модели с централизованным автоматизированным рабочим местом (например, ABB Robot Studio, Microsoft Robotics Developer Studio) с последующей загрузкой программы посредством передачи по промышленной сети.
Какие бывают системы программного управления станками ЧПУ?
Устройства с ЧПУ отличаются между собой системой программного управления. Производятся устройства с двумя видами управления — позиционным и контурным.
Позиционное управление отличается от второго тем, что движение рабочих элементов осуществляется в заданной точке, при этом направление движения не задается. В итоге система устройства с ЧПУ автоматически будет искать короткий путь между точками.
Для устройств с ЧПУ контурного управления рабочие элементы перемещаются по определенной траектории и с определенной скоростью. Так, достигаются нужные характеристики обрабатываемого контура.
Какая из этих систем лучше, сказать нельзя. Ведь чтобы обработать сложную фасонную поверхность, нужно использовать контурную систему с ЧПУ, а чтобы просверлить или развернуть ее, идеально подойдет изделие с позиционным управлением.
Также существует адаптивное программное управление. Оно позволяет в автоматическом режиме приспособить изделие к меняющимся условиям технологической обрабатывающей системы.
Принцип работы управления токарным станком с ЧПУ
Многие операции, производимые на изделии с ЧПУ, происходят в автоматическом режиме. Все они делятся на основные, которые отвечают за металлообработку и вспомогательные, контролирующие отвод стружки, подачу смазочного материала, установку и снятие деталей.
Порядок осуществления работ на токарном станке следующий:
- Крепление заготовки.
- Установка оснастки.
- Установка инструмента в резцедержателе.
- Включение привода.
- Размещение резца в нулевой точке.
- Осуществление снятия верхнего слоя заготовки с дальнейшим отводом лезвия.
- Чередование 5 и 6 этапов.
- Замер параметров детали.
- Снятие со станка.
Все происходит автоматически, кроме установки и снятия детали со станка. Даже замер бывает автоматизированным, а элементы для закрепления имеют быстрозажимную оснастку.
Справка : В целом применение токарного станка приводит к уменьшению трудозатратности, ускорению рабочего процесса и уменьшению количества брака. Производство, которое обладает такими устройствами, более эффективное: уменьшается число травм на заводе и появляется возможность легко производить сложные металлические детали.
Сфера применения станков с ЧПУ определяется их конструкцией и принципом работы, поэтому прежде чем выбрать оборудование, нужно определиться с тем, какие станки и из каких материалов будут на нем обрабатываться.
Аппаратное обеспечение





Структурно, в состав ЧПУ входят:
- пульт оператора (или консоль ввода/вывода), позволяющий вводить управляющую программу, задавать режимы работы; выполнить операцию вручную. Как правило, внутри шкафа пульта современной компактной ЧПУ, размещаются её остальные части;
- дисплей (или операторская панель) - для визуального контроля режимов работы и редактируемой управляющей программы/данных; может быть реализован в виде отдельного устройства для дистанционного управления оборудованием;
- контроллер - компьютеризированное устройство, решающее задачи формирования траектории движения режущего инструмента, технологических команд управления устройствами автоматики станка, общим управлением, редактирования управляющих программ, диагностики и вспомогательных расчетов (траектории движения режущего инструмента, режимов резания); - память предназначенная для долговременного хранения (годы и десятки лет) системных программ и констант; информация из ПЗУ может только считываться; - память предназначенная для временного хранения управляющих программы и системных программ, используемых в данный момент.
В роли контроллера выступает промышленный контроллер как то: микропроцессор, на котором построена встраиваемая система; программируемый логический контроллер либо более сложное устройство управления — промышленный компьютер.
В качестве исполнительных механизмов используются сервоприводы, шаговые двигатели.
Для передачи данных между исполнительным механизмом и системой управления станком обычно используется промышленная сеть (например, CAN, Profibus, Industrial Ethernet).
Подсистема обратной связи
Главные элементы подсистемы обратной связи — датчики, функционирующие как измерительная система. Они контролируют положение и скорость работы ножа. Блок управления принимает сигналы и создает новые, основываясь на исчислении разницы между настоящими и заданными параметрами.
Справка : Главная задача системы обратной связи заключается в обеспечении УС информацией о настоящем положении исполнительного элемента устройства и о скорости, с которой функционируют двигатели.
ЧПУ-станки: преимущества, классификация, сферы применения
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства. В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Содержание
Что такое NC CNC?
CNC или Computer numerical control — одно из направлений в разработке устройств разного назначения, которое базируется на применении электронных аппаратов в системе управления. В России оно известно как числовое программное управление (ЧПУ).
ЧПУ является компьютеризированным комплексом, который управляет рабочими элементами устройства и контролирует выполнение задач. Любые движения таких элементов задаются управляющей программой для этого станка. Она формируется из команд, которые записаны на языке программирования устройства.
Компьютер сохраняет управляющую программу, и оператор всегда может ее использовать для выполнения определенной функции.
Справка : Система CNC расширяет возможности ранее применяемой системы NC. Ее основа — микроконтроллеры, логические контроллеры, а также компьютеры, основанные на микропроцессорах.
Что представляют собой системы cnc computer numerical control

Устройства с ЧПУ (УЧПУ) базируются на работе микро-ЭВМ, в которой логика работы задается программным методом. Одно и то же УЧПУ с микро-ЭВМ может реализовывать различные функции управления за счет изменения программы управления работой микро-ЭВМ. В роли микро-ЭВМ выступает промышленный контроллер как то: микропроцессор, на котором построена встраиваемая система; программируемый логический контроллер либо более сложное устройство управления — промышленный компьютер.
Условные обозначения:
- ПО - пульт оператора, позволяющий вводить управляющую программу и задавать режимы работы;
- Д - дисплей для визуального контроля режимов работы и редактирования введенных управляющих программ;
- микро-ЭВМ - компьютеризированное устройство, решающее задачи формирования траектории движения режущего инструмента, технологических команд управления устройствами автоматики станка, общим управлением УЧПУ, редактирования управляющих программ, диагностики УЧПУ и вспомогательных расчетов (траектории движения режущего инструмента, режимов резания).
- ПЗУ (постоянное запоминающее устройство) - предназначено для долговременного хранения (годы и десятки лет) системных программ и констант; информация из ПЗУ может только считываться;
- ОЗУ (оперативное запоминающее устройство) - предназначено для временного хранения управляющих программы и системных программ, используемых УЧПУ в данный момент.
После того как составлена управляющая программа, оператор вводит ее в УЧПУ. Команды управляющей программы записываются в ОЗУ. После ввода управляющей программы оператор может отредактировать ее, включив в работу системную программу редактора и выводя на дисплей Д всю или нужные части управляющей программы и внося в них требуемые изменения. При работе УЧПУ в режиме изготовления детали управляющая программа кадр за кадром считывается из ОЗУ и поступает в микро-ЭВМ. В соответствии с командами управляющей программы микро-ЭВМ вызывает из ПЗУ соответствующие системные программы, которые заставляют работать микро-ЭВМ в требуемом режиме. Результаты работы микро-ЭВМ в виде электрических сигналов поступают на исполнительное устройство (приводы подач ПП, либо на устройства управления автоматикой станка УАС).
Числовое программное управление также характерно для систем управления современными промышленными роботами.
Степень автоматизации
В управляющих системах ЧПУ-станков выделяют следующие ключевые параметры:
- Разновидность привода. Двигатель может быть шаговый, ступенчатый либо регулируемый.
- Метод контроля: непрерывный, позиционный, прямоугольный, смешанный.
- Как загружается программное обеспечение: через flash-носитель, на диске, с помощью магнитной или перфорированной ленты.
- Сколькими координатами можно управлять одновременно и каков диапазон допустимой погрешности при их введении.
Та цифра, что идет в артикуле станка после буквы Ф, характеризует степень автоматизированности устройства:
- 1 — данные набираются на клавиатуре, предусмотрена цифровая индикация.
- 2 — у фрезерного или токарного станка это означает прямоугольный метод контроля, у сверлильно-расточного — позиционный.
- 3 — управление контурное или непрерывное. Таким способом удобно обрабатывать сложные детали.
- 4 — многооперационное оперирование. Оно сочетает в себе вышеперечисленные функции.
Если вместо цифры стоит буква "Ц", это означает "циклический тип". Алгоритм у таких станков дешевый и простой, но этого достаточно для производства серий заготовок одинакового типа.
Принцип работы CNC

Функционирование ЧПУ станка осуществляется в следующей последовательности:
- Для начала программа по обработке деталей вводится в блок управления устройства.
- В нем осуществляется весь процесс обработки данных, он готовит все команды движения и посылает их в систему привода.
- Привод осуществляет контроль движения и скорость блоков изделия.
- Система обратной связи запоминает данные о местонахождении и скорости передвижения осей и направляет сигнал в блок управления.
- В БУС происходит сравнение сигналов обратной связи с начальными и если есть ошибки, то он их исправляет и направляет в механизм исполнения новые сигналы, чтобы скорректировать процесс.
- Пульт управления с экраном применяется для просмотра команд оператором.
Классификация оборудования с числовым программным управлением

В зависимости от способа обработки материала, ЧПУ-станки бывают:
- Сверлильными. Сверло вращается и перемещается вокруг блока исходного материала и в контакте с ним.
- Токарными. Блоки сырьевых материалов вращаются против головок бура.
- Фрезерными. Материал удаляют из заготовок с помощью вращающихся режущих инструментов.
- Оснащенными иными режущими инструментами. Резка может выполняться с помощью лазера, плазмы, кислорода либо водоструйной технологии.
- Для химической и электрической обработки. Материал можно резать посредством следующих типов обработки: электрохимической, электронно-лучевой, электроэрозионной, фотохимической, ультразвуковой.
ЧПУ-станки применяются для обработки обширного разнообразия материалов: стали, дерева, титана, меди, латуни, алюминия, стекловолокна, полипропилена, пластмассы.
Фрезерный станок с ЧПУ

Фрезерные ЧПУ-станки способны заменить собой до 300 инструментов. Они режут заготовки любых форм, в том числе сложных пространственных, раскраивают металлические листы, выбирают пазы, загибают углы. Расположение шпинделя у них бывает горизонтальным либо вертикальным. Станки для фрезеровки могут быть консольными либо нет, с одной или несколькими деталями. Контроль может осуществляться одновременно по двум, трем или более координатам. На позиционных фрезерных станках выполняют сверлильные работы, на контурных — обрабатывают криволинейные поверхности сложных форм, с помощью комбинированных — решают комплексные задачи.
ЧПУ-станки для фрезеровки обладают мощными корпусами и станинами. Ребра жесткости придают их шпинделям повышенную прочность. Чтобы инструменты быстро перемещались по горизонтали, в комплекте к таким устройствам идут рельсы и точные винты.
В группе фрезерных ЧПУ-станков насчитывается несколько сотен моделей: от компактных с мощностью менее 750 Вт до габаритных, с 10-метровыми рабочими столами.
Токарный станок с ЧПУ

Такие устройства оснащены резцами со сменными пластинами. На центровых токарных станках точат фасонные поверхности, конические и цилиндрические заготовки. На патронных — зенкеруют, создают резьбу, обтачивают внутренние и внешние плоскости под втулки, диски, шестерни и фланцы. На универсальных моделях выполняют операции, свойственные обоим вышеперечисленным типам станков. На карусельных — обрабатывают крупногабаритные и неправильные по форме элементы. Компоновка станков бывает вертикальной или с крутым наклоном.
Шлифовальный станок с ЧПУ
С помощью таких станков различные поверхности подвергают обработке абразивными материалами. При шлифовке снимается гораздо больший объем металла или иного вещества, чем при обтачивании и фрезеровке. Только такой способ обработки позволяет выполнять хрупкие детали для электронных и точных вычислительных приборов.
Зубообрабатывающий станок с ЧПУ

На таких станках нарезают и отделывают зубья для колес различных передач. Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Многоцелевой станок с ЧПУ

Такие устройства предназначены для комплексных обработок заготовок и оснащены комбинированными системами программного обеспечения. Они одинаково успешно обработают как плоскую, так и сложную криволинейную форму, нарежут фаски и резьбу, выполнят расточку и раскрой, осуществят фрезерование. Ради облегчения предварительной настройки инструментов многоцелевые станки укомплектовывают сменными магазинами. Компоновка таких устройств может быть горизонтальной либо вертикальной.
Что такое станок ЧПУ и как расшифровывается аббревиатура?

Аббревиатура ЧПУ расшифровывается как числовое программное управление. Такие станки оснащены компьютеризированными системами, обеспечивающими оптимальное функционирование столов, суппортов и шпинделей на протяжении технологического процесса. Операторы контролируют процесс специальными командами — кодами M- и G-типа.
Программы для станка создаются одним из трех методов: ручным программированием, программированием с пульта оперативной системы ЧПУ, при помощи САD- и СAM-систем. Аббревиатурой CAD обозначают процесс автоматизированного проектирования, CAM — автоматизированного производства.
В CAD-программах создают трехмерный дизайн изготавливаемых объектов, посредством CAM-программ превращают виртуальные модели в трехмерные предметы.
Что представляют собой системы cnc computer numerical control

Числовое программное управление (ЧПУ) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая станочную оснастку. Оборудование с ЧПУ может быть представлено:
- станочным парком, например станками (станки, оборудованные числовым программным управлением, называются станками с ЧПУ ):
- для обработки металлов (например, фрезерные или токарные), дерева, пластмасс,
- для резки листовых заготовок,
- для обработки давлением и т.д.
Несколько станков с ЧПУ могут объединиться в гибкую автоматизированную производственную систему (ГПС), которая в свою очередь может быть дополнена гибким автоматизированным участком (ГАУ) и войти в состав автоматической линии (производства масштаба участка либо цеха), ГАП.
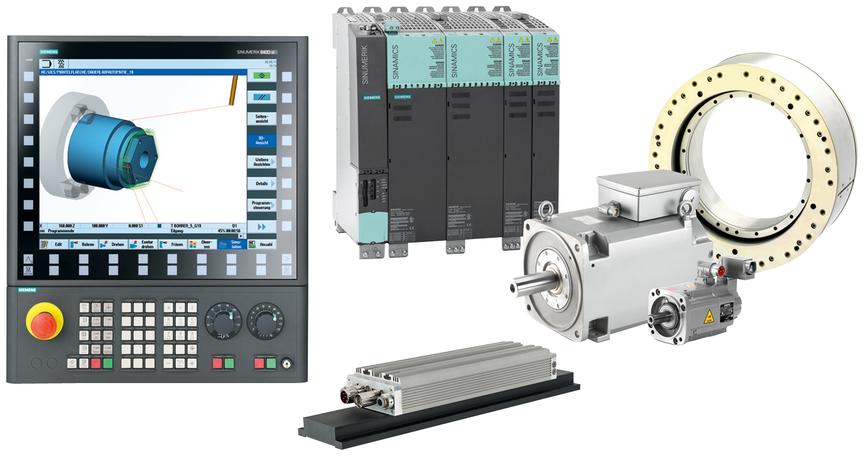
Подсистема управления ЧПУ
![фото системы управления]()
Центральная часть системы ЧПУ — подсистема управления. Она способна читать управляющую программу и отдавать команды разным аппаратам станка на выполнение определенного вида работ. Также она взаимодействует с человеком и позволяет оператору контролировать обработку.
Открытая
Открытые системы управления имеют аппаратную начинку, которая почти такая же, как и у домашнего компьютера. Их достоинство заключается в доступности и дешевизне электронных элементов, многие из которых можно купить в простом компьютерном магазине. Но надежность таких систем ниже, чем у закрытых.
Закрытая
Закрытые системы управления имеют свои алгоритмы и цикл работы, а также свою логику. У таких систем есть одно важное достоинство: они обладают высокой надежностью, так как все их элементы прошли тестирование на совместимость. Минус системы в том, что невозможно самостоятельно обновить систему ПО и редактировать ее настройки.
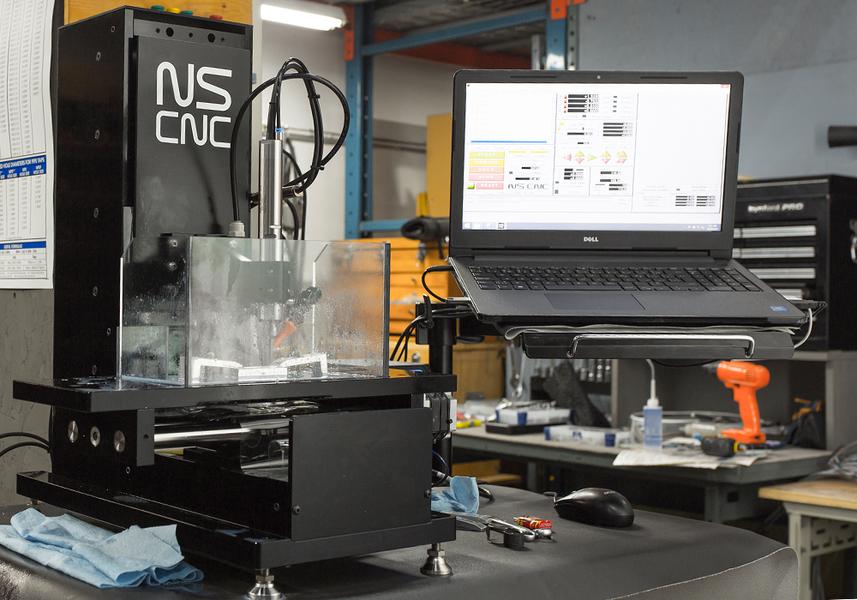
Из каких компонентов состоит система ЧПУ?
![фото ЧПУ станка]()
В систему ЧПУ входят следующие компоненты:
- Шкаф с операторским пультом.
- Дисплей.
- Контроллер управления.
- Запоминающие устройства.
Одно из запоминающих устройств является оперативным, второе постоянным.
Принцип работы современного станка с системой ЧПУ
Микроконтроллер выдает на исполнительные механизмы станка управляющее воздействие, то есть электрические импульсы определенной продолжительности. В роли исполнительных механизмов выступают электродвигатели привода, электромотор шпинделя, вспомогательные системы. Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
Программное обеспечение
После того как составлена управляющая программа, оператор при помощи программатора вводит ее в контроллер. Команды управляющей программы размещаются в ОЗУ. В процессе создания или после ввода управляющей программы оператор (в данном аспекте выполняющий роль программиста) может отредактировать ее, включив в работу системную программу редактора и выводя на дисплей всю или нужные части управляющей программы и внося в них требуемые изменения. При работе в режиме изготовления детали управляющая программа кадр за кадром поступает на выполнение. В соответствии с командами управляющей программы контроллер вызывает из ПЗУ соответствующие системные подпрограммы, которые заставляют работать подключенное к ЧПУ оборудование в требуемом режиме — результаты работы контроллера в виде электрических сигналов поступают на исполнительное устройство — приводы подач, либо на устройства управления автоматикой станка.
Управляющая система считывает инструкции специализированного языка программирования (например, G-код) программы, который затем интерпретатором системы ЧПУ переводится из входного языка в команды управления главным приводом, приводами подач, контроллерами управления узлов станка (например, включить/выключить подачу охлаждающей эмульсии).
Разработка управляющих программ в настоящее время выполняется с использованием специальных модулей для систем автоматизированного проектирования (САПР) или отдельных систем автоматизированного программирования (CAM), которые по электронной модели генерируют программу обработки.
Для определения необходимой траектории движения рабочего органа в целом (инструмента/заготовки) в соответствии с управляющей программой используется интерполятор, рассчитывающий положение промежуточных точек траектории по заданным в программе конечным.
В системе управления, кроме самой программы, присутствуют данные других форматов и назначения. Как минимум, это машинные данные и данные пользователя, специфически привязанные к конкретной системе управления либо к определенной серии (линейке) однотипных моделей систем управления.
Программа для станка (оборудования) с ЧПУ может быть загружена с внешних носителей например, магнитной ленты, перфорированной бумажной ленты (перфоленты), дискеты или флеш-накопителей в собственную память либо временно, до выключения питания — в оперативную память, либо постоянно — в ПЗУ, карту памяти или другой накопитель: жёсткий диск или твердотельный накопитель. Помимо этого, современное оборудование подключается к централизованым системам управления посредством заводских (цеховых) сетей связи.
Преимущества систем с ЧПУ
Системы ЧПУ являются техникой полного цикла. Она исключительно надежная, обладает обширным функционалом, поддается гибкой настройке, рассчитана на длительную интенсивную эксплуатацию. Производственные затраты и процент брака минимизируются.
С помощью таких устройств удается выполнять чрезвычайно точную и сложную обработку, которая ранее была не под силу ни предыдущим поколениям станков, ни мастерам ручного труда. Производительность ЧПУ-станка в 5 раз выше, чем аналога без ЧПУ. Наладить и запустить нужную схему сможет даже оператор без профильного образования токаря или фрезеровщика.
Исполнительный механизм
![фото]()
Исполнительный механизм изделия включает в себя рабочий стол и шпиндель. Стол управляется передвижением осей X и Y, а шпиндель осью Z. Подсистема состоит из набора двигателей и винтов, которые нужны для выполнения команд, поступающих из подсистемы.
Ходовой винт является важным элементом исполнительной подсистемы. По сравнению с устройствами, имеющими ручное управление, они имеют высокую точность, что минимизирует трение, появляющееся при движении исполнительного элемента и почти исключающее появление люфтов.
Двигатели — еще один важный элемент подсистемы. Особенности конструкции станка с ЧПУ предусматривают серводвигатели и шаговые электрические двигатели. Последние служат для образования электрических сигналов в дискретное механическое движение.
Назначение станков с ЧПУ и целесообразность применения
Станки с ЧПУ востребованы для металлообработки, шлифовки камней и прочих твердых природных материалов, изготовления мебели, производства ювелирных украшений, выпуска пластиковых деталей, игрушек и сувениров (в том числе с криволинейными формами). Но стоят такие устройства недешево — поэтому там, где можно обойтись без ЧПУ, на них экономят.
Насущная потребность в ЧПУ возникает в следующих случаях:
- В деталь в процессе изготовления могут вноситься незначительные конструктивные изменения, и тогда оператор с пульта подкорректирует программу.
- Присутствует необходимость особо точного исполнения. Благодаря дискретному шагу привода отклонения колеблются в диапазоне до 3 мкм.
- Сложная поверхность заготовок требует проведения ряда технологический операций в процессе механической обработки.
- Готовые детали будут применяться для особо ответственных заданий — например, они станут элементами медицинских аппаратов либо комплектующими для авиатехники.
В большинстве случаев ЧПУ-станки закупают для выпуска регулярных или крупносерийных партий изделий.
Читайте также: