
В программе candle в визуализатор пропал значок шпиндель на чпу 3018 как восстановить его
Обновлено: 05.07.2024
В версии 1.1.7 не работают кнопки перемещения в ручном режиме. В версии 1.0.11 работает, но на визуализации нет перемещения шпинделя, постоянно стоит в 0X 0Y, в версии 1.1.7 нормально движется по траектории. В чем проблема? И не работает кнопка обнуления координат, ни в одной версии.
The text was updated successfully, but these errors were encountered:
DrGrbl commented Jan 22, 2017
С визуализацией и кнопкой обнуления разобрался, но так и не работает ручное перемещение в версии 1.1.5-1.1.7. В версиях 1.0.11 и ниже все работает.
Denvi commented Jan 25, 2017
Candle версий 1.0.х для прошивок GRBL 0.9 и ниже, 1.1.х - GRBL 1.1.
Обновите прошивку.
SadovovAlex commented Jan 29, 2017
Так же, не работает перемещение по кнопкам ручного перемещения в программе v1.1.7
[CTRL+X] < Grbl 1.1e ['$' for help]
S300 < ok
$$ < $0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=1000
$31=0
$32=1
$100=400.000
$101=400.000
$102=700.000
$110=800.000
$111=800.000
$112=500.000
$120=200.000
$121=200.000
$122=10.000
$130=200.000
$131=200.000
$132=200.000
ok
Denvi commented Jan 29, 2017
Не вижу криминала в настройках прошивки. Как насчет "settings.ini" файла?
ощущение что кнопка ничего не выполняет =)
Должна ли писаться команда перемещения в консоль при этом? у меня не пишется ничего.
ОС linux mint 17.3
Denvi commented Jan 29, 2017
Команда не должна выводиться в консоль.
Задайте шаг и подачу (скорость перемещения), например как на изображении ниже (судя по файлу настроек, сейчас не задана подача).

SadovovAlex commented Jan 29, 2017

В программе заданы!
Какие настройки в файле? может проблема в том что в файл не переносятся настройки?
И еще заметил что последняя цифра Буфер растет при нажатии
Denvi commented Jan 29, 2017
Какие настройки в файле? может проблема в том что в файл не переносятся настройки?
Настройки восстанавливаются при перезагрузке программы?
- 1 число - количество байт записанных в буфер последовательно порта;
- 2 - количество команд в буфере, на которые еще не пришел ответ от контроллера;
- 3 - количество команд в очереди.
Если растет последнее число - на команды перемещения нет ответа от контроллера, либо команды посылаются слишком часто.
В архиве версия с выводом команд перемещения в консоль (в настройках необходимо включить флаг "Отображать команды интерфейса пользователя").
Протестируйте и отпишитесь с результатом вывода в консоль. Спасибо.
Сорри что долго не отвечал.
jogFeed в настройки записывется.
Протестировал новую сборку,
помучил старую и новую версии, с логированием, выяснил, что зависает перемещение после того когда пытаюсь управлять осью Z! что вверх, что вниз. помогает только перезапуск программы.
Причем как я понял по логам. часть команд по Z проходит.
Вот логи мучений
[CTRL+X] < Grbl 1.1e ['$' for help]
$J=G21G91X1Y0Z0F50 < ok
$J=G21G91X-1Y0Z0F50 < ok
$J=G21G91X-1Y0Z0F50 < ok
$J=G21G91X0Y1Z0F50 < ok
$J=G21G91X0Y1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y-1Z0F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50 < ok
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
$J=G21G91X0Y0Z-1F50
после этого перестают идти записи логов в консоль
Увеличивается только Кол-во команд в очереди.
вот сразу после запуска двигал ось Z:
[CTRL+X] < Grbl 1.1e ['$' for help]
$J=G21G91X0Y0Z10F50
$J=G21G91X10Y0Z0F50
$J=G21G91X0Y0Z10F50
$J=G21G91X0Y0Z-10F50
$J=G21G91X0Y0Z10F50
$J=G21G91X0Y0Z-10F50
Denvi commented Feb 3, 2017
Судя по всему, у вас зависает контроллер. На оси Z шагов на мм больше почти в два раза, чем на X и Y.
Думаю нужно увеличить время опроса контроллера (15 мс - очень частый опрос), либо ковырять параметры прошивки, что уже вне моей компетенции.
Хотя мой тестовый контроллер на Arduino Uno прекрасно работает с вашими настройками.
Попробуйте вручную отправлять команды $J с движением по оси Z (в том числе и напрямую через терминал, "pytty", к примеру), посмотрите что получится.
вы были абсолютно правы, проблема оказалась в настройках GRBL, почему-то ускорение по оси Z было выставлено в 0 ! =(
поставил
$122 = 200.000 (Z-axis acceleration, mm/sec^2)
И все заработало
Спасибо.
Собственно пожелание, можете ли Вы добавить проверку параметров прошивки $120/$121/$122 на не нулевое значение.
Вывод команд в консоль при перемещении на мой взгляд полезен, добавьте в будущие версии или опцию такую.
И поле консоль сделать в самом низу, чтобы оно было шире.
И вывод параметров прошивки примерно так, как в UGS, c расшифровкой
Grbl 1.1e ['$' for help]
$$
$G
$0 = 10 (Step pulse time, microseconds)
$1 = 25 (Step idle delay, milliseconds)
$2 = 0 (Step pulse invert, mask)
$3 = 0 (Step direction invert, mask)
$4 = 0 (Invert step enable pin, boolean)
$5 = 0 (Invert limit pins, boolean)
$6 = 0 (Invert probe pin, boolean)
$10 = 1 (Status report options, mask)
$11 = 0.010 (Junction deviation, millimeters)
$12 = 0.002 (Arc tolerance, millimeters)
$13 = 0 (Report in inches, boolean)
$20 = 0 (Soft limits enable, boolean)
$21 = 0 (Hard limits enable, boolean)
$22 = 0 (Homing cycle enable, boolean)
$23 = 0 (Homing direction invert, mask)
$24 = 25.000 (Homing locate feed rate, mm/min)
$25 = 500.000 (Homing search seek rate, mm/min)
$26 = 250 (Homing switch debounce delay, milliseconds)
$27 = 1.000 (Homing switch pull-off distance, millimeters)
$30 = 1000 (Maximum spindle speed, RPM)
$31 = 0 (Minimum spindle speed, RPM)
$32 = 1 (Laser-mode enable, boolean)
$100 = 400.000 (X-axis travel resolution, step/mm)
$101 = 400.000 (Y-axis travel resolution, step/mm)
$102 = 700.000 (Z-axis travel resolution, step/mm)
$110 = 800.000 (X-axis maximum rate, mm/min)
$111 = 800.000 (Y-axis maximum rate, mm/min)
$112 = 500.000 (Z-axis maximum rate, mm/min)
$120 = 200.000 (X-axis acceleration, mm/sec^2)
$121 = 200.000 (Y-axis acceleration, mm/sec^2)
$122 = 200.000 (Z-axis acceleration, mm/sec^2)
$130 = 200.000 (X-axis maximum travel, millimeters)
$131 = 200.000 (Y-axis maximum travel, millimeters)
$132 = 200.000 (Z-axis maximum travel, millimeters)
ok
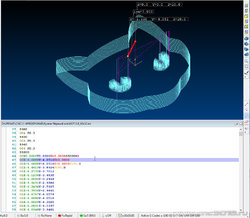
Смотрим в Кандле на каком шаге прервалась программа, открываем УП в NC Corrector.
Н е трогая самых первых, так сказать "организационных" шагов (как правило, это шаги с 1-го по 45-й) , находим уже отработанные шаги программы, выделяем их и удаляем.
Тут нужно быть внимательным, чтобы не удалить чего не надо, а то фреза войдёт в заготовку с разбегу и под углом. И можно будет начинать всё с начала и с новой фрезой.
Сохраняем оставшееся.
Вот, например, у кошака удалён фрагмент программы, фрезерующий глаз, лишних переходов и траекторий не осталось.
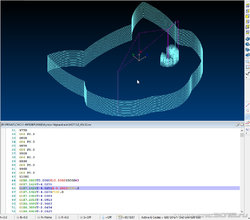

Запускаем УП в Кандле, стартуем и ждём когда оно доделает свою работу до конца.
Желательно, после краха программы не изменять положения детали и программного нуля . Иначе - заготовку проще сразу выбросить и начать всё сначала.
CRBL/Candle Не работает визуализатор/ зависает фреза
Фрезерные и гравировальные станки для обработки мягких материалов (дерево, пластики, мягкие металлы).CRBL/Candle Не работает визуализатор/ зависает фреза
Комрады помоги плиз, не могу решить проблему уже 20 дней)) НЕ работает визуализатор .
Запускается через candle чертеж формата .cnc далее идет его выполнение, а визуализатор не работает Конкретно фреза замирает на месте и не режет (чисто на экранчике визуальзатора, а по факту станок работает и режет) и всё тут. А чертеж выполняется/режется , но дико не удобно ( перестают так же работать кнопка пауза /прервать, но работает кнопка сброс когда ловится косяк этот) . Я уже купил новый комп, думал дело в нехватки оперативки, сейчас win 7 x64/ 4 гб оперативки
Помогите решить проблему пожалуйста кто нибудь кто встречался или знает
что я делал:
- поменял кабель на новый
- купил комп более мощный
- купил ардуину uno
- перепрошил uno ))
- сменил все драйвера
Что я заметил:
- Визуализатор зависает даже когда просто через candle выполняется "фрезеровка воздуха" подключение чисто компьютера к ардуине, т.е. вероятней всего дело с кенделем либо с платой что-то.
-Драйвер CH стоит для китайской платы (она и есть не оригинальная а китайская)
ПАМАГИТИ!!
The text was updated successfully, but these errors were encountered:
Я определил проблему, поскольку пишу свою собственную программу (больше похожую на промышленную стойку). Всё дело в ошибках передачи. Эта программа никак не реагирует на ошибки протокола USB, которые есть на Atmega16, который стоит как UART преобразователь на Mega2560. Поэтому сначала пропадает визуализация, а позже и перестает работать сама отправка файлов. Для автора программы - иногда, при высокой частоте опроса, на Меге приходят оборванные строки статуса, достаточно проверять наличие всех ключевых фраз в строке (Run, FS,Mpos и т.д.), и в случае оборванной строки слать последнюю строчку G-кода повторно, ну и практически я пробовал такой фикс в своей программе - 12 часов отработало без единой ошибки.
Читайте также: