
Слепой стык сварка что это
Обновлено: 17.05.2024
Сварочные швы и соединения представляют собой места в металле, которые во время сваривания находятся в расплавленном состояние. Они классифицируются по разным признакам. По видам примыкания поверхностей швы делятся на угловые, тавровые, стыковые, внахлест. А по пространственному положению делятся на нижние, горизонтальные, потолочные и вертикальные.
Сварочные работы требуют получить представления не только об основных видах швов и соединений, но и целесообразности их применения в том или ином случае. Полезные статьи и материалы позволят изучить информацию о видах соединений и швов, их особенностях и применении.

Флюс для пайки нержавейки может применяться при использовании мягких и твердых припоев. При мелком ремонте используется флюс для пайки нержавейки оловом.

Обработка сварного шва - что это такое и какие проблемы решает. Основные способы обработки сварных швов после сварки и особенности их проведения. Чем обработать сварной шов от коррозии, методы зачистки швов после сварки.

Что такое сварочный шов. Виды сварочных швов. Конструктивные элементы сварного шва. Какие бывают типы сварных швов. Виды сварки и типы сварных соединений. Конструкция сварного соединения.

Катет сварочного шва - что это такое и как он сказывается на прочности стыков. Как измерить катет сварного шва, математические формулы и таблицы для вычислений. Способы проверки сварочных стыков и параметров катета.

Методы контроля качества сварных соединений. Контроль сварных швов металлоконструкций. Как проверить качество сварного шва. Оценка качества сварных соединений.

Обозначение сварочных швов на чертежах и их расшифровка. Виды сварных швов и способы нанесения основных и вспомогательных обозначающих символов. Примеры обозначений стыковых соединений с расшифровкой аббревиатуры. Основные требования ГОСТа к обозначениям швов.

Испытания сварных соединений позволяют выявить подтвердить высокое качество швов или наоборот выявить наличие дефектов. Нужно знать этапы их проведения, основные методы и особенности.

Что обеспечивает ультразвуковой контроль качества сварных соединений? Методы проведения дефектоскопии и порядок выполнения диагностики. Области использования УЗК сварных швов, плюсы и минусы методики.

Как провести расчет сварных швов на прочность при сваривании конструкций из металлов. Факторы, влияющие на качество сварных стыков и точность вычислений их прочностных характеристик.

Положения сварки в пространстве. Обозначения различных положений. Виды соединений. Существующие положения сварного шва. Положения и движения электродов. Подготовка кромок.
Оборудование для контактной стыковой сварки
Машины для контактной стыковой сварки

Машины для контактной стыковой сварки достаточно разнообразны по конструкции и классифицируются по тем же признакам, которые приняты для классификации машин точечной и шовной контактной сварки. К примеру, они также подразделяются по виду сварки. Это машины для сварки сопротивлением и оплавлением. Также они делятся по роду тока, по своему назначению и другим признакам.
На рисунке представлена схема универсальной машины для стыковой контактной сварки. Основными узлами машины являются станина 8, сварочный трансформатор 9, вторичный контур 10, подвижный 4 и неподвижный 11 плит, токопроводящие губки 3 для зажима деталей, зажимных цилиндров 1 и 2, привода подачи 5, направляющих 6 и блока системы управления 7. На практике чаще всего используются машины переменного тока.
Кроме этого, для сварки деталей определённого сортамента применяют специализированные машины. Например, существуют машины специально для сварки ленточных пил, для сварки цепей, для сварки железнодорожных рельсов, которая может выполняться как непосредственно на путях, так и в стационарных условиях.
Контактная сварка труб диаметром не более 1 м выполняется на стационарных и передвижных установках в полевых условиях. Для сварки труб большого диаметра, превышающего 1,4 м, используются специальные сварочные комплексы с машинами, которые вводятся внутрь трубы.
В приборостроении и радиоэлектронике используют конденсаторные машины, позволяющие сваривать малые детали с размерами до 1-2 мм. Существуют также и машины постоянного тока, на пример, для сварки оплавлением тонкостенных титановых деталей или для сварки сопротивлением цепей.
Системы управления оборудованием
Система управления для подачи и отключения тока, изменения напряжения и силы тока, обеспечения операций зажатия, подогрева, оплавления, осадки, снятия грата, термообработки в машине, транспортировки деталей и др.
На простых машинах небольшой мощности управление осуществляется конечными выключателями. На более сложных машинах управление осуществляется про помощи кулачковых устройств, при помощи которых регулируется скорость перемещения деталей, время нагрева, момент приложения усилия осадки и его величину.
На мощных машинах применяется релейное управление. Величину вторичного напряжения регулируют переключением ступени трансформатора или изменением угла включения тиристорного контактора. Скорость движения плиты регулируют, изменяя число оборотов двигателя электромеханического привода. Наиболее совершенными являются адаптивные системы управления с обратными связями.
Приспособления и оснастка
Для установки и закрепления деталей, а также подвода к ним электрического тока, в конструкции машин предусмотрены зажимных токопроводящие устройства с различными типами приводов. Винтовые приводы обеспечивают усилие зажатия до 40кН, рычажные, эксцентриковые и пневматические до 100 кН, гидравлические до 50 МН. Существуют также электромеханические приводы.
Сварочные электроды изготавливают из бронзы или меди марок БрНБТ, БрНК, МЦ2, МЦ3 и др. Для предохранения от проскальзывания свариваемых деталей, форма электродов соответствует кромкам деталей. При помощи приводов перемещения или подачи плиты осуществляется медленное перемещение детали при нагреве и быстрое при осадке. Пружинные приводы перемещения электродов создают усилие до 1кН, рычажные до 50кН, электромеханические до 75 кН и гидравлические до 3 МН.
Позиции, по которым осуществляется классификация
Согласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме.
Положение в пространстве
Классификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
- внизу;
- сверху;
- горизонтально;
- вертикально.

При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема - сила тяжести, под действием которой металл начинает стекать вниз.
Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит - здесь потребуется настоящее мастерство. Электрод может быть только в одном положении - вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным.
При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант - периодически отрывать дугу, давая время на остывание металла.
В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла. Шов сваривается в любых направлениях, а дуга делается короткой.
Протяженность
Основная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный.
Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке.
ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг - 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг - 120 будет обозначаться 40/120.

Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение.
Направление усилий
Еще одной группой квалификации является разделение по направлению прилагаемых усилий.
Дифференциации подвергаются сварные швы вдоль сечения:
- При фланговом или продольном способе усилие направлено параллельно оси шва.
- При лобовом или поперечном варианте усилия составляют с осью прямой угол.
- Комбинированный метод сочетает первые два способа.
- При косом варианте действие усилия находится под углом к оси шва.
Форма поверхности
Классификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
- Нормальные. Название говорит само за себя.
- Выпуклые. Иначе - усиленные.
- Вогнутые. По другому - ослабленные.
Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками.
Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом.
Условия, в которых предстоит работать узлу, имеющему сваренные поверхности
Разделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин.
По ширине
Согласно этому критерию сварочные швы бывают двух видов:
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы.
Число слоев
Слои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
- однослойные или однопроходные;
- многослойные или многопроходные.
Многослойный сварочный шов имеет свою особенность - это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов - стыковое сварное соединение. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва.
Характер выполнения
По характеру выполнения сварные швы делятся на односторонние и двусторонние.

Односторонний шов располагается с одной стороны, а двусторонний - по обе стороны.
Какие бывают сварочные швы и соединения, классификация
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
Видео: Стыковая сварка ленточных пил
Дополнительные материалы по теме:
Интересное видео
Устройства для осуществления процесса
В продаже имеет широкий выбор аппаратов – от ручных или полуавтоматических устройств до полностью автоматизированных линий. Все зависит от сферы применения и свойств материала. При выборе устройства, обращайте внимание на соответствие изделия ГОСТу.
Структура шва

Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Таким образом, структура сварного шва является неоднородной, а сопоставительный анализ ее основных физико-механических характеристик (твердости, прочности, однородности и пр.) определяет качество сварного соединения.
Машины и аппараты
Машина стыковой сварки, как показывает практика, используется чаще всего для соединения полиэтиленовых и иных труб, выполненных из полимерного материала.
Аппарат стыковой сварки полиэтиленовых труб свою высокую популярность приобрел из-за безопасности, надежности, возможности работы с трубами различного размера.
А еще сварка стыковых швов, таким образом, легко удовлетворит даже самые высокие запросы к качеству.
Сварочные машины для стыковой сварки труб активно используются при прокладке газо и водопроводов.
Ручная и полуавтоматическая машина стыковой контактной сварки подходит для монтажа трубопроводов среднего и низкого давления.
Классификация сварных соединений
Трудно переоценить значение сварки в народном хозяйстве и при решении личных задач. Сварка обладает большими преимуществами перед другими видами соединений. Имеются различные методы и способы ее применения. Сварщик, осуществляя этот технологический процесс, как правило, не подозревает, что он в этот момент устанавливает путем совместного нагрева межатомные связи в свариваемых им элементах.
Зато он должен обладать более практичными знаниями - классификацию сварных соединений и получаемых в результате швов. Имеются нормативные материалы, где изложены описания различных видов швов, получаемых таким способом. Наиболее популярный из них - ГОСТ-5264. В межгосударственном стандарте ясно и точно определена классификация сварных швов, имеются необходимые условные обозначения сварных соединений, их конструктивные элементы и размеры, описаны технологические особенности.

Промышленное применение стыковой сварки
Применение контактной стыковой сварки (в основном сварки оплавлением) составляет
10% общего применения контактной сварки.
Стыковая сварка сопротивлением используется для соединения проволоки из стали, алюминия, меди диаметром ≤8 мм, прутков диаметром ≤25 мм, труб диаметром ≤50 мм, в производстве цепей, ободов колес и т. п.
Стыковая сварка оплавлением применяется при изготовлении колец (шпангоутов) диаметром 4—5 м, заготовок (полос) при непрерывной прокатке, валов, оконных переплетов, дверей, перегородок, цепей, трубопроводов, железнодорожных рельсов в стационарных и полевых условиях, комбинированного режущего инструмента, например сверл и т. д.
См. также: Контактная сварка, Оборудование для стыковой сварки, Контроль качества стыковой сварки
Видео: Стыковая сварка арматуры
Сварочные швы — типы стыков, способы и техника нанесения

Сварочные швы представляют собой зону соединяемых заготовок, которая подвергается непосредственному тепловому воздействию пламени, электрической дуги/плазмы или лазерного луча. По внешнему виду сварного соединения судят о квалификации сварщика, о технологическом предназначении конструкции и даже о способе сварки.
Стыковая сварка: разновидности, техники сваривания
Соединение арматуры, труб из полипропилена осуществляется по единой технологии. Стыковая сварка ПНД труб, арматуры, других материалов — это разновидность контактной сварочной технологии, в основе которой лежит тепловое воздействие на соединяемые детали электротоком с приложением усилия на их сжатие.
Сваривание сопротивлением — стыковая сварка, в процессе которой осуществляется нагревание стыка изделий до пластического состояния. Если нагревание производится до состояния оплавления — это стыковая сварка оплавлением.
Вместо заключения
Контактная стыковая сварка — эффективный и высокопроизводительный метод соединения самых разнообразных металлов. Он не требует наличия высококвалифицированных сварщиков на рабочем месте, что существенно сокращает расходы предприятия. Но несмотря на все преимущества, в любом случае после сварки необходимо проводить контроль сварных швов, поскольку погрешность может быть везде. Даже, если сваркой занимается полностью роботизированное оборудование. А вы когда-нибудь сталкивались с контактной стыковой сваркой? Расскажите о своем опыте в комментариях. Он будет полезен для новичков. Желаем удачи в работе!
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов. Отличный пример документа, который не нуждается в корректировках в течение долгого времени.
Вид сварных соединений
К основным типам соединений, произведенных с помощью сварки, относятся:
- Стыковые. Особенностью расположения является то, что все свариваемые детали находятся в одной плоскости.
- Угловые. Соединяемые элементы могут располагаться друг относительно друга под любым углом.
- Нахлесточное. Детали располагаются параллельно друг другу.
- Тавровые. Под углом располагаются торец одной детали и поверхность другой.
- Торцовые. Свариваемые детали совмещены своими поверхностями.

Сварка стыковых соединений находит широкое применение для соединения деталей в конструкциях из листового металла, труб и резервуаров. Технология сварки стыковых соединений состоит в том, что две свариваемые детали соединяют между собой торцовыми поверхностями. Детали при этом должны располагаться на одной плоскости.
Сварка встык, как иначе называют стыковой вид сварки, является соединением простым и надежным. Рекомендуется применять ее в конструкциях, подвергающихся действию переменного напряжения. Метод обеспечивает высокую прочность и наименьшие деформации. Сложностью применения является необходимость тщательной подгонки кромок друг к другу. Достоинствами являются экономия расходных материалов и небольшое время, необходимое для проведения процесса. Особые требования предъявляются к выбору электродов.
Имеются различные способы сварки стыковых швов:
- на весу;
- на подкладке из меди;
- на стальной подкладке;
- при выполнении предварительного подварочного шва.
Сваркой на весу получить хороший провар основания шва достаточно трудно. Более предпочтительными являются методы с использованием медной или стальной подкладки. Они должны быть сильно прижаты к сварным кромкам. Это уменьшит вероятность вытекание из ванны жидкого металла. Подварочный шов выполняется с другой стороны, если имеется такая возможность.
Небольшие детали свариваются без разделки кромок. В зависимости от толщины деталей сварка может быть с одной стороны или с двух. Электродом совершают колебательные движения. Во время совершения такого вида сварки надо следить за равномерностью расплава обеих кромок на необходимую глубину.

Преимуществами сварки встык перед другими способами являются уменьшение расхода электродов и электрических ресурсов, простота контроля процесса сварки. Толщина свариваемых деталей не обязательно должна быть одинаковой. Усилить шов в этом случае поможет замковое соединение.
Угловые сварные швы могут применяться для сварки емкостей и различных резервуаров. Они имеют ограничение - толщина металла должна быть не более 3 мм. Не используются в конструкциях, которые испытывают внутреннее давление большой величины. Угловые соединения кажутся простыми, но и в этом виде имеются сложности. Металл может стекать вниз на горизонтальную плоскость. Чтобы этого избежать, необходим постоянный контроль за движениями электрода и выдержка правильного угла его наклона.
Качественную угловую сварку получают в случае применения "лодочки". Если свариваются металлические листы неодинаковой толщины, то электрод следует располагать к утолщенной детали, чтобы обеспечить ей более сильный нагрев. Одновременно это предотвратит прожег тонкого металла. При сварке угловым методом необходимо соблюдение геометрических критериев: ширины, изогнутости, выпуклости.
Нахлесточное соединение применяется для сварки конструкций из металлических листов толщиной до 12 мм. Нахлесточный сварной шов является распространенным видом соединения сваркой. Его использование возможно, когда поверхности соединяемых деталей прилегают друг к другу плотно и без зазоров. Это обеспечивает перекрытие частей соединяемых элементов. Нахлесточное сварное соединение является достаточно простым и подойдет для начинающих без большого опыта в сварном деле. Его применение оправдано в местах, где необходимо достичь большого значения прочности на растяжения.
Швы при этом методе расположены на некотором расстоянии, что обеспечивает дополнительную прочность. Нежелательно применение, если существует нагрузка на излом. Расчет нагрузки соединения внахлест учитывает все виды существующих нагрузок для обеспечения необходимой прочности. К преимуществам способа относятся простота исполнения, высокое значение прочности на разрыв, небольшая себестоимость. В качестве подготовительных работ необходима только обрезка.
Тавровое соединение напоминает перевернутую букву "Т". Свариваются торец одной детали и поверхность второй под углом, который является прямым. Отклонения от значения угла должны быть минимальными. Применяется в сварке несущих конструкций. Необходима тщательная обработка поверхностей. Тавровые соединения удобно осуществлять в вертикальных и горизонтальных положениях.
Наиболее удобно сварку осуществлять в наклонном положении, используя принцип "лодочки". При этом процесс можно проводить в нижнем положении, что является неоценимым преимуществом. Скорость сварки увеличивается, уменьшается вероятность подрезов. Такой вид сварки является одним из наиболее прочных.
Расположение элементов обеспечивает дополнительную жесткость. Соединения тавровым способом позволяют осуществлять сварку в труднодоступных местах. Применяется для сваривания деталей различной толщины. При таких соединениях конструкции способны выдерживать большие нагрузки.
При торцовом виде соединения свариваются торцы двух деталей, а боковые стороны плотно друг к другу прилегают. Могут применяться как для тонких, так и для толстых материалов и деталей. Вероятность появления прожогов невелика, деформации и напряжения небольшие. К достоинствам относится высокая теплопроводность. Особые требования к поверхности торцов не предъявляются. Исполнение является несложным.
Виды сварок
Качество сварных швов во многом зависит от применяемого оборудования. Основные сварочные виды:
- Ручная дуговая. Этим способом можно скрепить детали из металлов любой толщины.
- Автоматическая. Из оборудования требуются трансформатор, выпрямитель или инвертор.
- В инертном газе. Соединение получается очень прочным. Инертные газы предохраняют металлические детали от окисления. К плюсам относятся отсутствие шлаков и отходов, а также аккуратный внешний вид.
- Газовая. Шов осуществляется под действием температуры горения газа из горелки.
- С помощью паяльника.
Вид сварки выбирают, исходя из требованиям к сварному шву.
Сварочные соединения оплавлением
Техника контактной сварки оплавлением происходит так:
- К соединяемым элементам подводится напряжение.
- На участках контакта создается большое сопротивление, в результате которого происходит интенсивное нагревание поверхностей деталей, их оплавление.
- Далее расплавленные частицы металла постепенно соединяются между собой, формируются новые точки сечения.
- Непрерывное оплавление краев способствует выравниванию торцов соединяемых элементов.
- К разогретым сечениям прилагается значительное усилие, осуществляется соединение деталей.
- Подача электрического тока осуществляется на протяжении всего первого этапа сваривания. Он значительно ускоряет процедуру выдавливания шлаков, окалин, собирающихся на участке стыка образцов.
- После выполнения очистки подача напряжения прекращается, процедура сдавливания продолжается без электротока.
Важно! При использовании стыковой техники сварки оплавлением обязательно нужно пользоваться индивидуальными средствами защиты, так как сварочные работы сопровождаются образованием искр.
Виды сварочной проволоки
Правильный выбор проволоки – залог качества соединения. В настоящее время для ее производства применяют следующие материалы:
- медная;
- нержавеющая сталь;
- алюминий.
Каждый материал подходит различным видам металла, например, медь незаменима при сварке низкоуглеродистой стали. Помимо материала обращайте внимание на диаметр сечения.
Технология стыковой электросварки металлов
По своей сути стыковая сварка металлов является частным случаем контактной электросварки, поэтому технологически процессы и устройство аппаратов для этих обоих видов электросварки очень схожи и имеют лишь несколько техническими различиями.
Сварочный аппарат для контактной и стыковой сварки состоит из:
- силового сварочного трансформатора большой мощности;
- неподвижного электрода;
- подвижного электрода;
- механическим или электромеханическим приводом подвижного электрода;
- системы управления технологическим процессом.
Силовой сварочный трансформатор для контактной электросварки имеет свои особенности, которые заключаются в том, что, в отличие от простой электродуговой сварки, ему не требуется создавать большое напряжение на сварочных электродах для розжига и поддержания высокотемпературной плазмы сварочной дуги. Это обусловлено тем, что сам процесс обычной контактной сварки происходит в результате локального оплавления металла в месте непосредственного контакта электродов с поверхностью деталей, т. е. в месте смыкания электродов или с разницей при стыковой сварке в контакте свариваемых поверхностей торцов деталей, т. е. встык.
Поэтому силовые сварочные трансформаторы характеризуются низким выходным (вторичным) напряжением от 2 до 10 вольт, но при этом способны выдавать большие рабочие токи со значениями от одного до десятка килоАмпер.
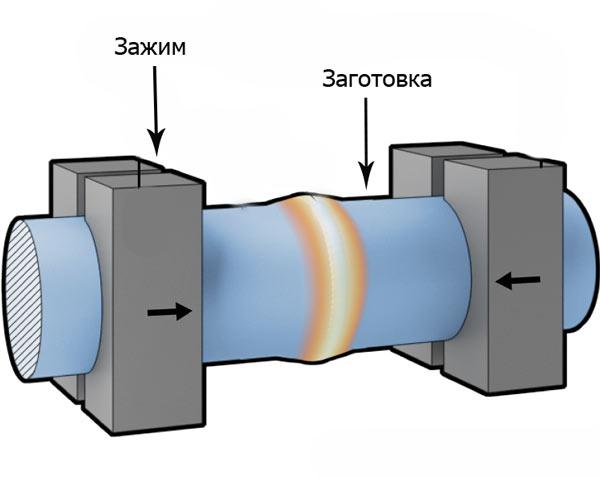
Непосредственно сам процесс стыковой контактной сварки происходит в следующей последовательности:
- Вначале свариваемые детали закрепляют в специальных зажимах, которые, в свою очередь, являются электродами. При этом сварочный станок устроен так, что площадь контакта в таких зажимах должна быть достаточно большой по сравнению со свариваемой поверхностью торцов и поэтому, как правило, зажимы максимально повторяют и соответствуют форме поверхности свариваемых деталей, если надо круглой или плоской.
- Далее, подвижный зажим с большим усилием за счет электромеханического привода прижимает край стыка свариваемой детали к стыку детали в неподвижно закрепленном зажиме.
- После того, как детали прочно прижаты, включают сварочный трансформатор всего на несколько секунд для того, чтобы через электроды и свариваемую деталь прошел большой силы электроток, который и выделяет наибольшую теплоту в месте наименьшего контакта, т. е. на стыке деталей.
Таким образом, высокотемпературное оплавление поверхности контакта и заранее приложенное большое давление способствует прочному соединению деталей.
Различают два основных промышленных способа применения стыковой контактной электросварки, которые зависят от технологии нагрева контактной поверхности стыков деталей, а именно:
- методом сопротивления,
- методом оплавления.
Особенности стыковой сварочной техники оплавлением
При соединении отдельных металлических образцов большого сечения непрерывным оплавлением высокая температура на участке их контакта не способна мгновенно проникать на достаточную глубину металла. Поэтому в таких случаях процесс нагревания приостанавливается, чтобы дать распространиться температуре по всему объему детали.
При множественных повторениях данного процесса, то есть предварительного нагревания с последующим прерыванием, поверхности соединяемых изделий хорошо прогреваются до нужной глубины, в результате чего получаются высококачественные сварные соединения.
Преимущество технологии: техника сварных соединений оплавлением не требует предварительной подготовки поверхностей образцов, позволяет получать высококачественные соединения изделий с большими сечениями сложной формы.
Содержание
Сущность процесса контактной стыковой сварки
Нагрев осуществляют с целью достичь заданной температуры в месте стыка и прогреть зону термического влияния на определённую глубину для достижения требуемой степени на стадии осадка. При сварке сопротивлением основная доля тепловой энергии, порядка 85-90% расходуется на сопротивление деталей, тепловое поле получается равномерным. В случае применения длительных импульсов тока прогрев околошовной зоны увеличивается.
При стыковой сварке оплавлением температурное поле определяется уровнем сопротивления перемычек, который зависит от их количества и размеров. Поэтому тепловое поле получается неравномерным по длине деталей, а в некоторых случаях и по сечению.
Одним из важных параметров режима сварки является скорость оплавления. В большинстве случаев скорость оплавления увеличивают в процессе сварки для того, чтобы процесс протекал более устойчиво. При сварке сечений с площадью до 100 см2 рекомендуется выполнять предварительный подогрев деталей. Это способствует более равномерному нагреву кромок и ускоряет начало оплавления кромок.
Сварку больших сечений рекомендуется сваривать с программным регулированием тока и скорости оплавления или применять импульсное оплавление. При импульсном наплавлении на основное поступательное движение плиты машины накладываются определённые колебания с частотой 3-45 Гц и амплитудой 0,1-0,8 мм. Под воздействием этих колебаний зазор между деталями периодически изменяется, а температура в зоне термического влияния повышается на 10-15%. При этом время оплавления и расход электроэнергии уменьшается в 3-4 раза.
Пластическая деформация металла
Целью этой операции является создание электрического контакта на начальном этапе. Деформация обеспечивается под воздействием давления 5-10 МПа при контактной стыковой сварке сопротивлением и около 1 кПа при сварке оплавлением. Также в процессе этой операции происходит удаление оксидных плёнок и формируется физический контакт на достаточно большой плоскости на стадии за счёт движения тонких слоёв расплавленного металла вдоль стыка. При этом в центре соединения напряжённое состояние близко к всестороннему сжатию, а ближе к поверхности, наоборот, действуют растягивающие напряжения.
Технологические возможности стыковой контактной сварки
Стыковая контактная сварка позволяет сваривать между собой все известные конструкционные металлы как однородные, так и разнородные. Диапазон соединяемых сечений составляет от 1 мм2 до 20 дм2. Также соединяемые детали могут быть различного сортамента: проволока, полосы, различные профили и др.
При контактной стыковой сварке сопротивлением сечение деталей ограничено 500 мм2 для сталей, 200 мм2 для сварки алюминия и сварки меди.
Наибольшее распространение на практике получила стыковая сварка оплавлением. Непрерывным оплавлением можно сваривать детали компактного сечения (прутки до 10 см2 и т.п.) из малоуглеродистой стали и несколько большего сечения листовые детали и трубы. Сварка оплавлением с подогревом применяется для деталей сечением 5-100см2, для больших деталей рекомендуется сварка оплавлением с программным управлением током и скоростью перемещения зажимов, а импульсное оплавление позволяет сваривать детали из стали сечением до 20 дм2 или из алюминия сечением до 2,2 дм2.
Механические свойства сварных соединений, полученных при помощи контактной стыковой сварки оплавлением, сопоставимы с механическими свойствами основного металла.
Стыковая сварка оплавлением — процесс, виды, области применения

Стыковая сварка является одним из видов контактной сварки, в результате которой производится соединение деталей по торцевой поверхности при нагреве до температур плавления под воздействием большой величины электрического тока и усиленного прижатия свариваемых стыков.
Контроль качества контактной стыковой сварки
Кроме этого, испытывают образцы на изгиб, определяя их возможный угол загиба, растяжение и др. Также применяется метод ультразвукового контроля качества сварки тонкостенных труб с толщиной стенки 3-7мм, труб малого диаметра (25-100 мм). При ультразвуковом контроле используют поперечные волн.
Преимущества
Данная технология имеет ряд преимуществ, за счет которых она получила широкое распространение в промышленности:
- Отсутствуют строгие правила подготовки поверхности. Сварка стык в стык не требует обработки соединяемых кромок. Кроме того, отсутствует необходимость в предварительной термической обработки поверхности, как при обычной дуговой сварке.
- Качество соединения. При условии соблюдения требований технологического процесса, качественные характеристики сварочного шва обеспечивают длительный срок эксплуатации соединения. При сварке металла локальное тепловое воздействие в сочетании с давлением, позволяют получить однородный металл.
- Требования к квалификации оператора. Простота рассматриваемого метода позволяет привлекать к работе специалистов низкой квалификации, не обладающих особыми навыками.
- Высокая производительность. Особенно при использовании автоматических аппаратов.
- Автоматизация процесса. На некоторых устройствах соблюдении технологии контролируется блоком электронного управления.
Дополнительные технологии
Соединение сваркой может производиться с применением различных дополнительных технологий. К основным видам относятся следующие:
- Подварочный. Предварительный шов. Предотвращает прожоги при осуществлении основного процесса.
- Прихватка. Фиксирует детали, приготовленные для процесса сваривания.
- Временный. Скрепляет заготовки на необходимое время, а затем удаляется.
- Монтажный сварной шов. Применяется при монтаже всевозможных конструкций.
Дополнительные технологии облегчают проведение основного процесса и увеличивают положительные характеристики сварных швов.
Недостатки
Сварка встык имеет свои недостатки, которые не позволяют применять ее в быту. К ним относят высокую стоимость оборудования, которое невозможно сконструировать в домашних условиях, а также высокую энергоемкость процесса. Кроме того, имеются строгие требования к соединяемым поверхностям.
Читайте также: